產品說明29
FPC 12p 轉接板FFC轉2.54直插TFT LCD座1mm 0.5mm間距雙面

名稱:FPC/FFC 12P轉接板(引腳間距0.5mm 、 1mm)
尺寸:26*24mm
厚度:1.6MM 雙面
拍前請仔細核對尺寸,板子為正反兩面:
一面適用於引腳間距0.5mm的FPC / FFC座子轉2.4mm座子;

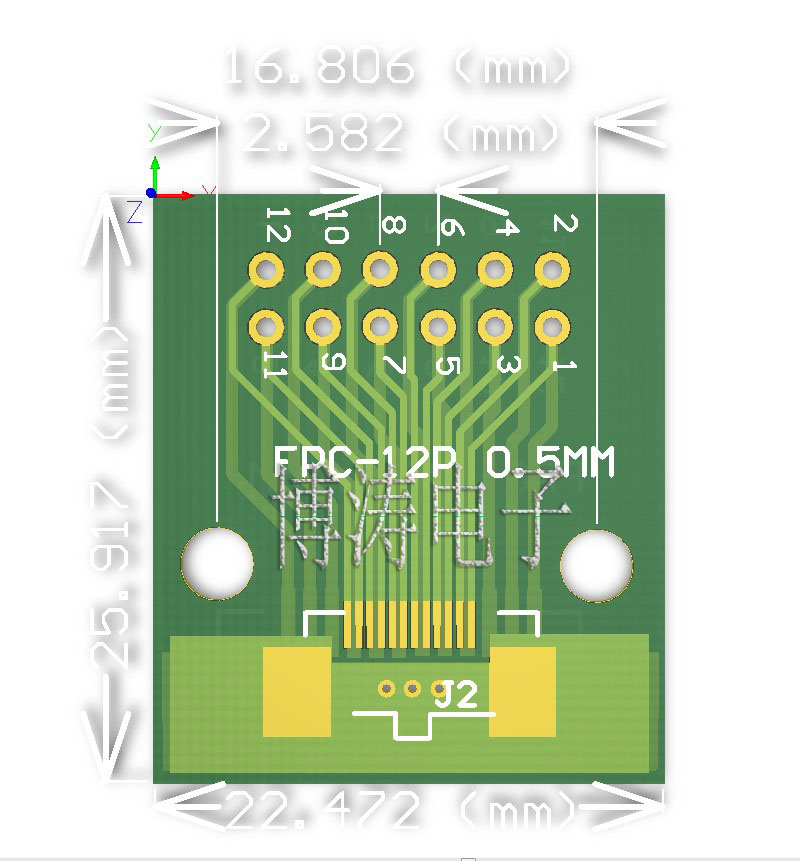

圖4 手工焊接步驟
1 .基本【操作步驟】
⑴ 步驟一:準備施銲(圖(a) ) 左手拿焊絲,右手握烙鐵,進入備焊狀態。要求烙鐵頭保持乾淨,無銲渣等氧化物,並在表面鍍有一層焊錫。
⑵ 步驟二:加熱銲件(圖(b) ) 烙鐵頭靠在兩銲件的連接處,加熱整個銲件全體,時間大約為1 ~ 2 秒鐘。對於在印製板上焊接元器件來說,要注意使烙鐵頭同時接觸兩個被焊接物。例如,圖(b) 中的導線與接線柱、元器件引線與焊盤要同時均勻受熱。
⑶ 步驟三:送入焊絲(圖(c) ) 銲件的焊接面被加熱到一定溫度時,焊錫絲從烙鐵對面接觸銲件。注意:不要把焊錫絲送到烙鐵頭上!
⑷ 步驟四:移開焊絲(圖(d) ) 當焊絲熔化一定量後,立即向左上45° 方向移開焊絲。
⑸ 步驟五:移開烙鐵(圖(e) ) 焊錫浸潤焊盤和銲件的施銲部位以後,向右上45° 方向移開烙鐵,結束焊接。從第三步開始到第五步結束,時間大約也是1 至2s 。
2.錫焊三步操作法 對於熱容量小的銲件,例如印製板上較細導線的連接,可以簡化為三步操作。
【準備】:同以上步驟一;
【加熱與送絲】:烙鐵頭放在銲件上後即放入焊絲。
【去絲移烙鐵】:焊錫在焊接面上浸潤擴散達到預期範圍後,立即拿開焊絲並移開烙鐵,並註意移去焊絲的時間不得滯後於移開烙鐵的時間。
對於吸收低熱量的銲件而言,上述整個過程的時間不過2 至4s ,各步驟的節奏控制,順序的準確掌握,動作的熟練協調,都是要通過大量實踐並用心體會才能解決的問題。
有人總結出了在五步驟操作法中用數秒的辦法控制時間:烙鐵接觸焊點後數一、二(約2s ),送入焊絲後數三、四,移開烙鐵,焊絲熔化量要靠觀察決定。
此辦法可以參考,但由於烙鐵功率、焊點熱容量的差別等因素,實際掌握焊接火候並無定章可循,必須具體條件具體對待。試想,對於一個熱容量較大的焊點,若使用功率較小的烙鐵焊接時,在上述時間內,可能加熱溫度還不能使焊錫熔化,焊接就無從談起。
















